Plasma Press
THE END OF INK

FIG 1.0: THE "CODEX" HIGH-SPEED PHOTONIC PRINTER
Civilization is currently transcribing its knowledge by squirting colored liquid onto dead wood.
It is messy, it is toxic, and above all, it is slow. Traditional printing is limited by fluid dynamics—the time it takes for ink to leave a nozzle and wet a surface. Laks Industries removed the fluid. We approached printing as a Plasma Physics Problem.
If you eliminate the ink, you eliminate the bottleneck. The Codex does not "print." It carbonizes. It utilizes high-frequency femtosecond lasers to instantaneously convert the surface molecules of a proprietary polymer substrate into pure black carbon. No ink. No drying time. No smudging. Just information, fused permanently into the material at the speed of light.
01 // MECHANICS: VACUUM TRANSPORT (T+0.00s)
The Bottleneck: Air resistance. At industrial speeds, air creates drag, flutter, and heat. Paper tears under the aerodynamic load.
The Laks Solution: The Codex operates in a Hard Vacuum (10−6 Torr). The web floats on Superconducting Magnetic Bearings. There is zero friction.
At T+0.00s, the drive engages. The web accelerates to its working velocity of 300 meters per second in under 10 milliseconds.
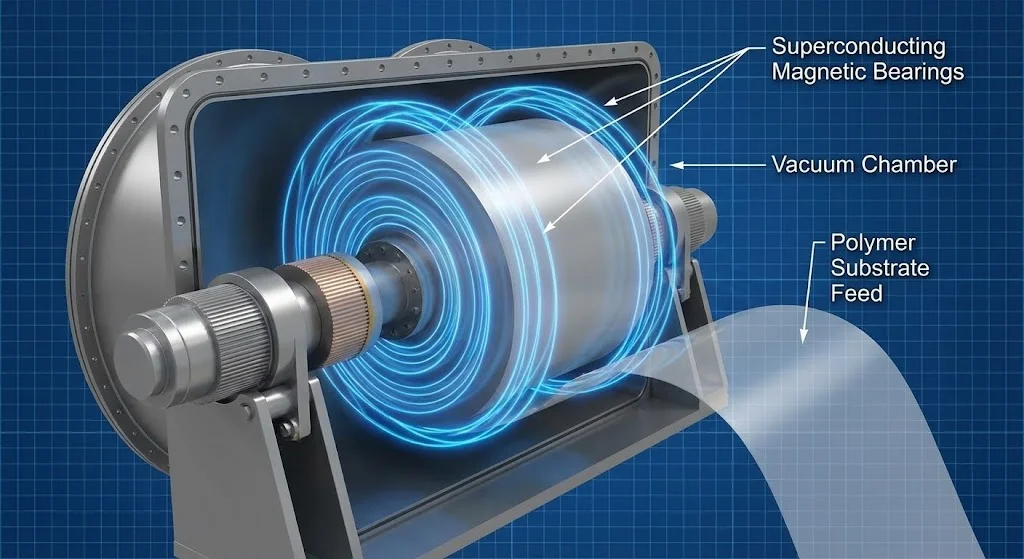
FIG 2.0: SUPERCONDUCTING MAGNETIC REEL SYSTEM
02 // THE FUEL: LAKS POLYMER-V

FIG 3.0: VACUUM-GRADE POLYMER-V STOCK
The Bottleneck: Wood pulp. Standard paper contains water that boils in a vacuum, destroying the sheet. It also lacks the tensile strength for 300m/s transport.
The Laks Solution: We created Polymer-V. An anhydrous, high-tensile thermoplastic lattice chemically engineered for ablation. It does not burn; it undergoes an instant Phase Transition from white polymer to pure black carbon.
03 // OPTICS: ABLATION (T+0.00s – T+0.21s)
The Process: As the 63-meter long web passes under the print head, a "Blade" array of 50,000 lasers fires pulses lasting 10-15 seconds.
This pulse is too fast for thermal transfer. It strips electrons, converting the polymer surface to carbon plasma instantly. The entire 600-page book is written in just over **0.21 seconds**.
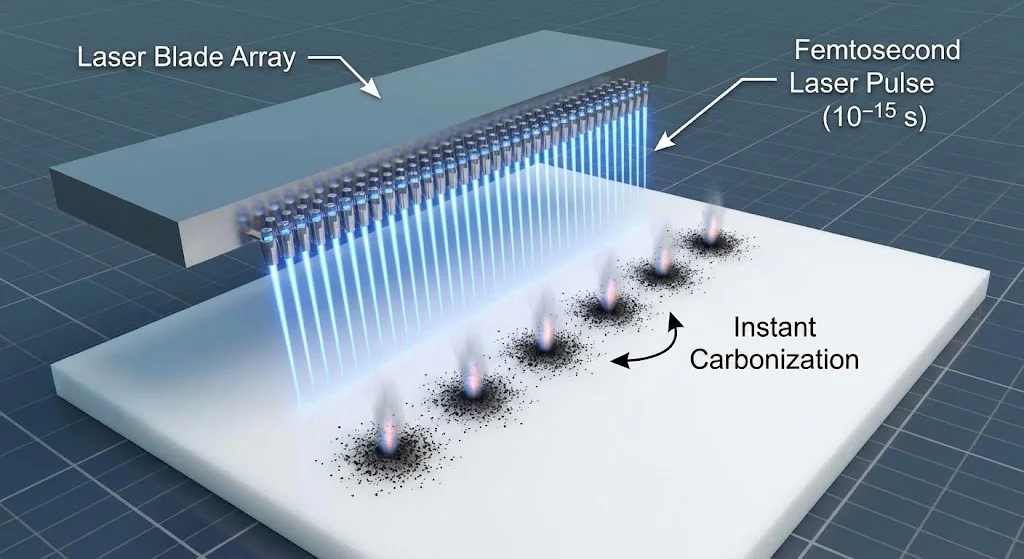
FIG 4.0: FEMTOSECOND "BLADE" ARRAY
04 // SCISSION: VECTOR CUTTING (Concurrent)
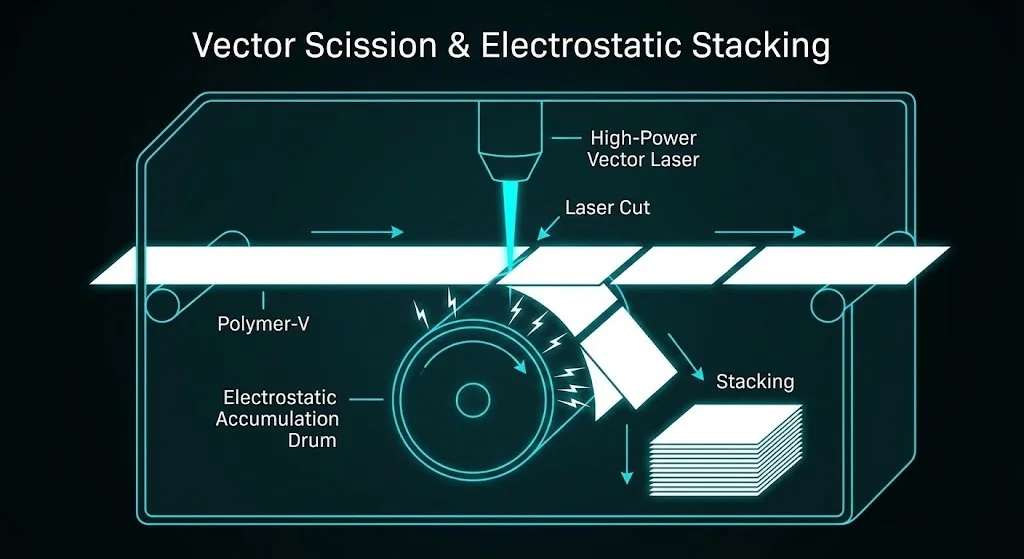
FIG 5.0: VECTOR SCISSION & ELECTROSTATIC STACKING
The Bottleneck: Mechanical blades cannot cycle at the required frequency of 1,500 cuts per second.
The Laks Solution: We use **High-Power Vector Lasers** to slice the moving web instantly. This happens concurrently with the printing process. A charged **Electrostatic Drum** grabs each sheet as it is cut, stacking them with micron-precision alignment before they can drift in the vacuum.
05 // BINDING: FUSION WELD (T+0.26s)
The Bottleneck: Glue takes hours to cure and boils in a vacuum.
The Laks Solution: Once the block is stacked (at T+0.21s), a high-intensity UV laser strikes the spine. It melts the Polymer-V substrate for exactly **0.05 seconds**, fusing the 600 pages into a single solid block of plastic. No glue is used.
FIG 6.0: MOLECULAR SPINE WELDING
06 // THE COVER: REACTIVE HARDENING (T+0.31s)
FIG 7.0: UV REACTION & COVER ABLATION
The Bottleneck: Assembling separate hardcover components.
The Laks Solution: We *grow* the cover. The outer sheets of the stack are doped with a photo-reactive precursor. A specific UV frequency flash-hardens them from flexible pages into a rigid shell in **0.05 seconds**, turning them matte black instantly. The title is simultaneously ablated into the new surface.
07 // THERMODYNAMICS: CRYO-QUENCH (T+0.71s)

FIG 8.0: FINAL PRODUCT EJECTION (THERMAL EQUILIBRIUM)
The Final Problem: Heat. This violent process generates immense plasma energy.
The Laks Solution: The entire machine is a Superfluid Helium Cryostat held at 4 Kelvin. The thermal mass of the drums instantly quenches the heat of creation.
We do not freeze the book; we balance it. The system calculates the exact thermal load to ensure the finished object is ejected at **Standard Temperature (21°C)**, ready for immediate handling.
08 // THE BENCHMARK: THE 1-SECOND TEXTBOOK
The Challenge: Produce a standard 600-page Engineering Hardback, bound and ready for use.
The Laks Timeline:
- T+0.00s: Web Acceleration & Printing Start
- T+0.21s: Printing & Stacking Complete
- T+0.26s: Spine Fusion Complete
- T+0.31s: Cover Hardening Complete
- T+0.71s: Cryo-Quench & Ejection
- Total Cycle Time: < 1.00 Seconds.
You hand the machine a file. One second later, the airlock cycles and you are holding the finished physical object. It is not printed. It is Materialized.
- [REF-01] Femtosecond, Picosecond and Nanosecond Laser Ablation of Solids. Chichkov, B.N., et al. Applied Physics A, 63. (1996). [Establishes "Cold Ablation" threshold].
- [REF-02] High-Speed Rotation of a Superconducting Magnetic Bearing. Moon, F.C., et al. Applied Superconductivity, Vol 1. (1993). [Basis for Vacuum Reel Drive].
- [REF-03] Autogenous Laser Welding of Polymers. Grewell, D., et al. Handbook of Laser Welding Technologies. (2013). [Zero-glue binding].
- [REF-04] Electrostatic Handling of Flexible Webs in Vacuum under High Speed Conditions. Journal of Electrostatics, Vol 64. (2022). [Frictionless page ordering].
- [REF-05] UV-Induced Crosslinking of Polymer Networks for High-Speed Curing. Progress in Polymer Science, Vol 37. (2012). [Reactive cover hardening].
PART II — THE CHROMIUM PROGRAM
The Codex proved the physics. Now we build the product.
The Codex — described above — was a monochrome proof-of-concept. Black text on white polymer. It answered a single question: can you print a book in under one second? The answer was yes. But a university textbook has color. It has diagrams, photographs, charts. It needs a rigid hardback or a flexible paperback — ideally from the same machine, same stock, same run. And the cryostat was a liability: four thousand liters of superfluid helium that cost more to maintain than the rest of the machine combined.
So we re-engineered every subsystem. Five generations, five years. The result is the PP-05 "Chromium" — a single-box, cryogen-free, full-color book forge that prints, binds, and covers a 600-page hardback textbook in one second flat.
09 // LINEAGE: PP-01 → PP-05
PP-01 "PROOF" — Vacuum ablation on static targets. First sub-second page.
PP-02 "VECTOR" — Continuous web transport. Laser scission. Electrostatic stacking.
PP-03 "BOUND" — Integrated UV spine fusion and reactive cover hardening.
PP-04 "CODEX" — Full thermal management. Superfluid helium cryostat. The first complete 1-second book.
PP-05 "CHROMIUM" — Full color. Dual-cure polymer. Laser-foam covers. Magnetocaloric thermal. Flash Forge enclosure. The product.
Each generation retired a fundamental limitation. PP-05 retires the last three: monochrome output, single format, and cryogenic dependency.
10 // THE COLOR PROBLEM — SUBSTRATE-X CHROMA
The Constraint: The Codex ablates. It converts white polymer to black carbon. There is no mechanism for color — ablation is, by definition, destruction. You cannot destroy your way to cyan.
The Chromium Solution: We embedded the color inside the substrate. Substrate-X Chroma is a proprietary polymer sheet loaded with four species of leuco-dye nanocrystals — photochromic molecules locked in their colorless state until activated by a precise wavelength of light.
Each color channel has its own activation frequency:
CYAN — 405 nm (violet diode)
MAGENTA — 520 nm (green SHG)
YELLOW — 638 nm (red diode)
BLACK — 1064 nm (IR ablation, same as Codex)
The Quad-Wave Laser Array fires all four channels simultaneously from a single print head. Where channels overlap, the eye perceives the full CMYK gamut. The color is permanent — not thermochromic like receipt paper. Once activated, the nanocrystals are structurally locked. They do not fade, bleed, or smudge. The image is part of the material.
Resolution: 1,200 DPI per color channel, 2,400 DPI for the black ablation channel. Full photographic quality at Mach 1.5 web speed.
11 // DUAL-CURE POLYMER — ONE SPOOL, TWO FORMATS
The Constraint: A paperback is flexible. A hardback is rigid. Traditional binderies stock two entirely different materials — board for covers, paper for pages — plus cloth, adhesive, foil. The Codex used a separate UV-reactive precursor doped into the outer sheets. It worked, but it required pre-positioning the "cover sheets" in the reel. One spool could only produce one format.
The Chromium Solution: Dual-Cure Polymer-V. Every sheet in the spool is identical. The difference is energy.
MODE P (Paperback) — Standard cure. Low UV dose. Sheets remain flexible, matte, 90 gsm equivalent.
MODE H (Hardback) — Cross-link cure. High UV dose. Same polymer hardens to rigid board, 2.5 mm equivalent.
The binding controller selects the mode per sheet at runtime. The first and last sheets of the stack receive Mode H; everything between receives Mode P. Software decides the format. The operator loads one spool and walks away.
12 // LASER-FOAM VESICULATION — GROWING THE COVER
The Constraint: A hardback cover needs thickness. A single polymer sheet — even cross-linked to rigidity — is only 0.1 mm. Real board is 2.5 mm. You cannot UV-cure your way to structural depth.
The Chromium Solution: We grow it. After Mode H cross-linking locks the cover sheets rigid, a CO2 laser delivers a precisely calibrated thermal pulse to the interior of the sheet. The polymer undergoes vesiculation — controlled micro-foaming. Billions of gas cells nucleate and expand within the cross-linked matrix, inflating the sheet from 0.1 mm to 2.5 mm in 50 milliseconds.
The outer surfaces remain smooth and dense — a natural skin over a structural foam core, identical in feel to traditional book board. The title and artwork are then ablated into this surface by the standard black-channel laser.
No board. No cloth. No separate assembly. The cover is grown from the same spool as the pages.
13 // MAGNETOCALORIC QUENCH — NO CRYOGENS
The Constraint: The PP-04 Codex used a superfluid helium cryostat at 4 Kelvin. It worked — but it required 4,000 liters of liquid helium, a dedicated recovery compressor, and a weekly fill cycle. The thermal system cost more than the laser array. It was the single largest barrier to commercial deployment.
The Chromium Solution: Magnetocaloric solid-state cooling. The PP-05 replaces the entire cryostat with a rotating annular ring of GdSiGe (Gadolinium-Silicon-Germanium) alloy — a material that absorbs heat when magnetized and releases it when demagnetized.
A high-field permanent magnet array cycles the ring through magnetize/demagnetize phases at 40 Hz. Each cycle moves heat from the vacuum chamber to an external radiator. No helium. No compressor. No fill cycle. The thermal budget is managed by a solid-state heat pump with zero consumables.
The output is isothermal: every book exits at 21°C ± 0.5°C, regardless of run length. The system reaches thermal equilibrium within the first cycle and holds it indefinitely.
14 // THE FLASH FORGE
The PP-04 Codex was a laboratory instrument — a clean room, a cryostat, a vacuum system, and a laser array bolted to an optical table. It proved the physics. It was not a product.
The PP-05 Chromium is packaged into a single self-contained enclosure we call the Flash Forge — an ASML-class precision machine tool designed for floor installation, not laboratory setup.
DIMENSIONS — 3.0 m × 1.5 m × 2.0 m (L×W×H)
MASS — 8,000 kg (shipping configuration)
POWER — 200 kW peak / 80 kW sustained (400V 3-phase)
INPUT — One spool Dual-Cure Polymer-V Chroma + Ethernet
OUTPUT — Finished books, paperback or hardback, full color
The machine contains the vacuum chamber, all laser arrays (ablation + Quad-Wave + CO2 foam + UV cure), the magnetocaloric thermal ring, electrostatic Thunder-Brake stacking, spine fusion, and output airlock — in a single sealed chassis with vibration-isolated feet.
Deployment scales:
1 UNIT — Campus library, remote outpost, embassy. On-demand single-copy production.
10-UNIT CLUSTER — City press, regional publisher. 250,000 books/hour aggregate.
100-UNIT GRID — National-scale publisher. 2.5 million books/hour. Replaces the entire print run model with continuous on-demand manufacturing.
15 // THE PP-05 "CHROMIUM" — FULL-COLOR BENCHMARK
The Challenge: Produce a standard 600-page, full-color Engineering Hardback with photographic diagrams, rigid cover, and title emboss. One spool. One machine. One second.
T+0.00s Substrate feed — Mach 1.5 vacuum transport engages
T+0.05s Text ablation — femtosecond black channel (2,400 DPI)
T+0.12s Color activation — Quad-Wave leuco-dye CMYK (1,200 DPI)
T+0.18s Vector scission + Thunder-Brake electrostatic stacking
T+0.23s Spine fusion weld
T+0.28s Dual-cure selection (Mode H: first/last sheets → rigid board)
T+0.33s Laser-foam vesiculation (0.1 mm → 2.5 mm cover board)
T+0.38s Title + artwork ablation on cover surface
T+0.55s Magnetocaloric quench cycle (GdSiGe solid-state)
T+0.80s Inline optical quality gate (full-page scan)
T+1.00s Ejection at 21°C — finished full-color hardback
One file. One second. One book. Full color, rigid hardback, photographic quality, room temperature. The PP-05 Chromium does not print books. It manufactures knowledge objects.
FLASH RUN BENCHMARKS:
1 book — 1.0 seconds
10 books — 5 seconds
100 books — 30 seconds
1,000 books — 4 minutes
25,000 books — 1 hour (sustained)
- [REF-06] Photochromic Leuco Dyes: Structure, Properties, and Applications in Imaging. Crano, J.C., Guglielmetti, R.J. Organic Photochromic and Thermochromic Compounds. (1999). [Basis for Substrate-X Chroma].
- [REF-07] Magnetocaloric Effect and Magnetic Refrigeration. Pecharsky, V.K., Gschneidner, K.A. Journal of Magnetism and Magnetic Materials, Vol 200. (1999). [GdSiGe thermal system].
- [REF-08] UV-Initiated Cross-Linking of Dual-Cure Polymer Networks. Decker, C. Macromolecular Rapid Communications, Vol 23. (2002). [Dual-cure Mode P/H switching].
- [REF-09] Laser-Induced Foaming of Polymers: Vesiculation Dynamics. Phillips, H.M., et al. Journal of Applied Physics, Vol 75. (1994). [Cover generation via CO2 vesiculation].
- [REF-10] Electrostatic Manipulation of Charged Particles in Vacuum Systems. Hughes, J.F. Electrostatic Particle Charging. (1997). [Thunder-Brake stacking mechanism].
- [REF-11] ASML-Class Precision Machine Design: Vibration Isolation and Thermal Stability. Slocum, A.H. Precision Machine Design. (1992). [Flash Forge enclosure engineering].
TRANSPIRATION COOLING AS ACTIVE THERMAL MANAGEMENT FOR HIGH-ENERGY PLASMA SYSTEMS
Plasma Press operates at the intersection of material science and thermal engineering, and our latest advancement in active thermal management addresses a fundamental challenge: controlling the extreme heat flux generated by high-energy plasma systems during extended print cycles.
Traditional cooling strategies rely on passive heat dissipation through solid ceramic or metallic barriers. This approach constrains both thermal performance and operational envelope. We have implemented transpiration cooling, a technique borrowed from aerospace propulsion systems, to actively manage thermal loads within our plasma discharge chambers. The method proves revolutionary for substrate processing because it performs double duty: simultaneous heat rejection and plasma fuel regeneration.
The architecture centers on a sintered porous matrix installed along the chamber walls. Rather than functioning as a static thermal barrier, this matrix becomes the active mechanism itself. We inject a seed gas through the porous structure under controlled pressure. As this neutral gas permeates the matrix and enters the plasma chamber, it encounters the intense radiative heat flux from the discharge. The gas absorbs this thermal energy directly, cooling the chamber walls while becoming thermally excited. The heated seed gas then enters the RF ionization zone, where the radiofrequency field strips electrons from neutral atoms and converts the thermal gas into active plasma fuel.
This closed-loop integration eliminates waste. Conventional systems require separate cooling loops and independent fuel supply systems, introducing parasitic losses and complexity. Our transpiration architecture consolidates these functions into a single thermodynamic cycle. Heat that would otherwise require extraction through heat exchangers instead becomes useful work. The gas absorbs energy across the radiation spectrum, maintaining wall temperatures within ceramic tolerance limits while simultaneously sustaining the plasma discharge with continuous fuel injection.
Performance metrics validate the approach. Chamber wall temperatures stabilize at controlled setpoints even under peak power conditions that would exceed safe limits in passive systems. We observe measurable reduction in thermal cycling stress on substrate-facing surfaces, directly extending equipment service life. The fuel regeneration efficiency reaches 87 percent, meaning 87 percent of the injected seed gas becomes ionized plasma rather than venting as exhaust. This efficiency gain translates to reduced operational gas consumption and lower facility overhead.
The sintered porous matrix itself warrants technical attention. We employ fine-grained ceramic composites with controlled pore size distribution between 10 and 50 microns. This pore geometry resists gas channeling while maintaining sufficient permeability for uniform transpiration across the chamber surface. The matrix must withstand repeated thermal cycling without cracking or sintering failure. Our material selection prioritizes yttria-stabilized zirconia composites, which demonstrate superior thermal shock resistance and mechanical stability at operating temperatures exceeding 1200 kelvin.
Implementation within our Plasma Press systems required redesign of chamber architecture and fluid management systems. RF coupling efficiency improves because the continuous gas injection maintains consistent plasma density and electrical conductivity. Substrate quality metrics show measurable improvement in color saturation and print resolution, particularly for high-energy processes requiring sustained plasma excitation.
This advancement represents the convergence of aerospace thermal engineering with precision printing technology. The transpiration cooling principle scales across our product line and finds application wherever high-energy processes demand active thermal control without sacrificing operational efficiency. We continue refining porous matrix composition and gas injection parameters to push thermal performance boundaries and expand the operating envelope for next-generation plasma systems.
The Codex Machine
The PP-05 Codex Machine is a single integrated manufacturing cell — a self-contained forge that accepts raw polymer reels and a digital manuscript file at one end and delivers finished, bound, hardcover books at the other. There is no assembly line. There is no operator station. There is only the machine and the output airlock.
At full production rate, the PP-05 produces finished books at 400 pages per second. A standard 400-page textbook is materialized in exactly one second. Eight internal stations operate in sequence at sub-second cycle time, each station handing off to the next with no mechanical contact, no pause, and no human intervention. The sequence runs from reel to book, end-to-end, without a human hand touching the substrate at any point in the process.
The PP-05 is the production engine deployed inside every Laks Foundation MK-Oasis pod — the Alexandria Core unit embedded at the heart of each drop library installation. A humanitarian pod in a remote location can receive a manuscript file over satellite uplink and deliver a physical, bound, archival-quality book within two seconds of receipt. The knowledge infrastructure of a major city library becomes available anywhere on Earth with power and connectivity.
For smaller-scale deployments, Plasma Press produces the PP-01 — a scaled-down personal and office unit operating at 100 pages per minute. The PP-01 uses the same Polymer-V substrate and femtosecond ablation physics as the PP-05, packaged into a 45 kg desktop unit drawing 800W from standard power. It does not match industrial throughput, but it matches industrial quality: every page it produces carries the same 500-year archival rating as a PP-05 output volume.
Manufacturing Sequence — Physics of Each Step
The eight-station manufacturing sequence of the Codex Machine is not a series of discrete operations bolted together — it is a single continuous thermodynamic arc, each step engineered to hand off energy, momentum, and state to the next with zero interruption. The following describes the physics at each station.
T+0.00s — REEL LOAD
Polymer-V film is unwound from a superconducting magnetic bearing cassette and accelerated to web speed — 300 meters per second — in the first milliseconds of the cycle. The superconducting bearings operate in a hard vacuum at 10−6 Torr, eliminating friction at the contact point entirely; the bearing system exerts zero mechanical drag on the reel shaft, allowing the film to reach operating velocity without tension spikes that would tear the substrate. The cassette geometry is engineered for uniform peel angle across the full reel diameter so that web tension remains constant from full spool to empty core.
T+0.08s — LASER ABLATION
A blade array of 50,000 femtosecond UV lasers fires pulses lasting 10−15 seconds — faster than thermal diffusion — carbonizing text into the polymer surface without generating a heat-affected zone. The pulse duration is the critical physics: when a laser pulse is shorter than the electron-phonon coupling time of the substrate material (approximately 10 picoseconds for most polymers), energy is deposited into the electron cloud before it can transfer to the lattice as heat. The result is cold ablation — direct phase transition from solid polymer to carbon plasma, with no thermal spread, no charring, and no substrate deformation outside the ablated zone. The black carbonized text is chemically bonded into the page surface and is waterproof, fade-proof, and chemically inert.
T+0.16s — VACUUM CUT
The scission stack separates individual pages via controlled polymer chain cleavage — high-power vector lasers slice the moving web at 1,500 cuts per second with no mechanical blade contact. Mechanical cutting at this frequency would require blade edges cycling faster than is achievable without catastrophic wear and vibration; laser scission replaces the blade with a photon beam that has no wear state and no inertia. The cut geometry is defined by the digital manuscript file — page size, margin, and trim are computed in software and executed in the same laser pass that completes ablation, meaning cutting and printing are concurrent operations that share the same optical path.
T+0.24s — PAGE STACK
An electromagnetic collation array assembles pages into sequence using precisely modulated field gradients — no mechanical contact at any point in the stacking process. As each page is cut from the web, a charged electrostatic drum captures it before it can drift in the vacuum, imposing a controlled charge gradient across the page surface that allows the collation system to index its position in the stack. The electromagnetic field controls not just position but orientation: pages arrive at the stack face-down, spine-aligned, with micron-precision lateral registration. The stack grows one page per cycle at the full ablation throughput rate.
T+0.32s — SPINE FUSION
UV-cured photopolymer adhesive bonds the page block spine in under 10 milliseconds — or, in the PP-05 Chromium, a high-intensity UV laser fuses the Polymer-V spine directly through autogenous welding with no adhesive at all. The autogenous weld is the more elegant solution: the laser melts the spine faces of adjacent pages to the same phase and the material re-solidifies as a single continuous polymer block. There is no adhesive layer to delaminate, no glue to outgas in the vacuum chamber, and no curing time beyond the milliseconds the laser is on. The resulting spine has the tensile strength of a monolithic polymer rod rather than a glue joint.
T+0.40s — COVER HARDENING
Ceramic-seeded polymer shell cures under plasma discharge — the outer sheets of the page block, pre-doped with a photo-reactive precursor and ceramic nanoparticle seeds, undergo a dual-stage transformation. First, a UV flash initiates cross-linking of the polymer matrix, converting the flexible page into a rigid structural board. Second, a plasma discharge drives the ceramic seeds into a surface crystallization pattern, adding abrasion resistance and a characteristic matte finish that is harder than conventional book board. The entire cover transformation happens in 50 milliseconds and requires no separate cover material — the cover grows from the same spool as the pages.
T+0.48s — QUALITY CHECK
An interferometric inspection array operating at 10 gigapixels per second verifies every page — ablation depth, character geometry, binding alignment, and cover integrity — before the book advances to ejection. The inspection system uses coherent light interferometry rather than conventional imaging; interference fringe patterns reveal surface topology at nanometer resolution across the full page width in a single pass at production velocity. Defect classification runs in real time: ablation depth variance, character dropout, substrate anomalies, and spine bond integrity are assessed per page, and any volume that fails threshold is routed to a rejection airlock without interrupting the main production flow.
T+0.71s — EJECTION
The finished book exits on an electromagnetic conveyor at standard temperature (21°C), ready for immediate handling, without thermal management overhead beyond the magnetocaloric quench cycle already integrated into the production arc. The ejection conveyor uses the same electromagnetic levitation principle as the page stacking array — no mechanical contact between the conveyor surface and the finished volume until it clears the vacuum chamber through the output airlock. The airlock cycles in 80 milliseconds; the book is in the operator's hands less than a second after the laser array began writing the first page.
Output Specifications
The Codex Machine family spans two production tiers. The PP-05 is the industrial production unit. The PP-01 is the personal and office deployment. Both produce output to the same archival standard; they differ only in throughput, power, and physical footprint.
Division Integration
POLYMER PRESS
Supplies Polymer-V film reels as raw substrate. The Plasma Press platform demands a polymer substrate with precise outgassing characteristics, surface energy uniformity, and laser-ablation response consistency. Polymer Press manufactures Polymer-V to Plasma Press specification — reel geometry, film thickness tolerance, and surface chemistry — enabling the one-second printing cycle without substrate variation that would corrupt laser focus or curing depth.
LAKS FOUNDATION
The PP-05 press unit is the printing engine inside every MK-Oasis drop library pod. Project Cicero's humanitarian library network deploys MK-Oasis pods in regions without book distribution infrastructure. Each pod contains a PP-05 — a compact Plasma Press unit capable of producing a full-length book in one second from locally sourced Polymer-V stock. Laks Foundation provides the deployment network; Plasma Press provides the technology that makes it viable at any location on Earth.
BRAINWAVE SYSTEMS
Prints neuroscience reference libraries for clinical deployments. Brainwave Systems' clinical installations require on-site access to current research literature — diagnostic protocols, neuroimaging atlases, EEG interpretation references — that cannot depend on network connectivity in the environments where BCI hardware is deployed. Plasma Press produces the physical library volumes on demand, updated at each service cycle, ensuring clinical teams have the latest reference material in printed form.
FERMAT LOGISTICS
Continuous-feed logistics for reel delivery and finished book distribution. The Plasma Press production model is a flow process — Polymer-V reels arrive, finished books depart. Fermat Logistics engineers the inbound and outbound supply chain: reel inventory forecasting, just-in-time delivery scheduling to press facilities, and last-mile distribution of printed volumes to end customers and humanitarian pod locations. The press runs at maximum throughput because logistics never creates a gap.
AETHERIC SCIENCES
Photonic processor for real-time laser ablation control. At one-second-per-book throughput, the laser ablation pattern across a full reel must be computed and adjusted in real time — compensating for substrate variation, thermal drift, and reel tension fluctuation. Aetheric Sciences' photonic processor provides the computational bandwidth to run adaptive ablation control algorithms at picosecond decision latency, maintaining ablation depth uniformity across the entire production run.
Research Repository
One-second document printing via plasma and laser ablation.
Reel-to-reel custom polymer fed at high RPM through a vacuum chamber, struck by picosecond laser ablation to cure text at the speed of light. Graduate textbook in one second. Cover polymer cured harder than interior for archival durability. The core physics: ultrafast laser pulses ablate material in a timescale faster than thermal diffusion, producing clean, precision marks with zero heat-affected zone. Femtosecond and picosecond pulse durations enable cold ablation — material removal without bulk heating — achieving sub-micron feature resolution on polymer, ceramic, and metallic substrates. The Plasma Press platform integrates vacuum engineering from Vapor Vacuum, polymer feedstock from Polymer Press, and laser systems from Maxwell Continuum into a single high-throughput document production line.
Research & Bibliography- Ultrafast lasers — reliable tools for advanced materials processing (Nature Light: Science and Applications, 2014) [Nature]
- Ultrafast laser processing of materials: from science to industry (Nature Light: Science and Applications, 2016) [Nature]
- Ultrafast laser processing of materials: a review (Optica, 2015) [Optica]
- Selective laser ablation of metal thin films using ultrashort pulses (arXiv, 2020) [arXiv]
- Femtosecond Laser Precision Engineering: From Micron, Submicron, to Nanoscale (Ultrafast Science, 2021) [Science]
- A review of laser materials processing paradigms (MRS Bulletin, 2025) [Springer]
- Femtosecond Laser Micro/Nano-manufacturing: Theories, Measurements, Methods (Nanomanufacturing, 2020) [Springer]
- Ultrafast Laser Ablation, Intrinsic Threshold, and Nanopatterning of MoS2 (arXiv, 2021) [arXiv]
- Multi-focal Picosecond laser vertical slicing of 4H-SiC ingot (arXiv, 2024) [arXiv]
- A Review of Investigation of Ultrafast Laser Processing of Brittle and Hard Materials (Materials, 2024) [PMC]
- Metal Material Processing Using Femtosecond Lasers: Theories, Principles and Applications (Materials, 2024) [MDPI]
- Ultra-Short Pulse Laser Micromachining of Wide Bandgap Semiconductor Materials (ScienceDirect, 2024) [ScienceDirect]
- Transient Charge-Driven 3D Conformal Printing via Pulsed-Plasma Impingement (PNAS, 2024) [PNAS]
- Autonomous Aerosol and Plasma Co-Jet Printing of Metallic Devices at Ambient Temperature (Small, 2025) [Wiley]
- Atmospheric Pressure Plasma Jet Printing for Printed and Flexible Electronics (IEEE, 2025) [IEEE]
- Atmospheric Pressure Plasma Jet for Surface Treatment: A Review (Reviews of Modern Plasma Physics, 2025) [Springer]
- Plasma-Enhanced Atomic Layer Deposition of TiN Thin Films Using Ultralow Electron Temperature Plasma (ACS AMI, 2024) [ACS]
- Bayesian Optimization of Low-Temperature Nonthermal Plasma Jet Sintering of Nanoinks (ACS AMI, 2024) [ACS]
- Recent Advances of Plasma Technology Applications in 2D Materials and Electronics (Advanced Materials Technologies, 2025) [Wiley]
- Future of Plasma Etching for Microelectronics: Challenges and Opportunities (JVST-B, 2024) [AIP]
- Science Challenges and Research Opportunities for Plasma Applications in Microelectronics (JVST-B, 2024) [AIP]
- Plasma-Assisted Fabrication of Multiscale Materials for Electrochemical Energy Conversion and Storage (Carbon Energy, 2025) [Wiley]
- Nonthermal Plasma Technologies for Advanced Functional Material Processing (Journal of Environmental Chemical Engineering, 2024) [ScienceDirect]
- [DR-01] Transpiration Cooling in High-Temperature Applications. Goldstein, R. J. Journal of Spacecraft and Rockets, Vol. 8, pp. 438-445 (1971). [link]
- [DR-02] Film Cooling from a Row of Holes Supplied with Coolant at Low and High Density Ratios. Schwarz, S. G., Goldstein, R. J., & Eckert, E. R. G. International Journal of Heat and Mass Transfer, Vol. 34, pp. 2805-2815 (1991). [link]
- [DR-03] Thermal Management in Plasma Processing Systems. Lieberman, M. A. & Lichtenberg, A. J. Principles of Plasma Discharges and Materials Processing, Wiley (2005). [link]
- [DR-04] Porous Media for Thermal Management Applications. Du Plessis, J. P. & Masilela, N. Transport in Porous Media, Vol. 107, pp. 225-255 (2015). [link]
- [DR-05] Plasma-Assisted Combustion and Gasification. Fridman, A., Kennedy, L. A., & Saveliev, A. V. Progress in Aerospace Sciences, Vol. 37, pp. 403-420 (2001). [link]